Formulate Whats Next
Specialty Chemicals Manufacturer for Rare Earths & Luminescent Materials
Current Chemicals is a U.S.-based specialty chemicals manufacturer that partners with innovators to create custom chemistries and strengthen the supply chains behind them.
What We Do
Materials That Power Modern Industries
We take ideas from lab to large-scale production to create materials that enable and improve technology and everyday products.
Explore our specialty chemicals manufacturing solutions for secure, U.S.-based processing of rare earths and critical materials used for applications like permanent magnets and batteries. Or, dive into our legacy of innovation in phosphors and luminescent materials, enabling advanced lighting and display technologies.
Rare Earths & Critical Materials
Secure processing to directly support downstream manufacturing demand.
Phosphors & Luminescence
High CRI phosphors and luminescent materials for display and everyday applications.
Other
Custom chemical formulations and manufacturing processes.
Industries
Expertise Across Industries
With over 75 years of leadership as a global manufacturer of specialty materials, we power innovation across critical industries.
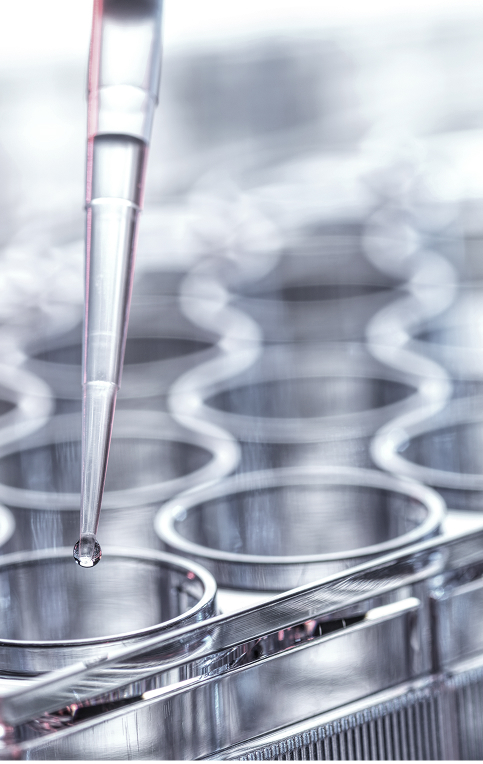
R&D and Lab
Test new chemical intermediates processes without compromising on quality or IP security.
Manufacturing
Transform promising ideas into tangible, real-world materials through repeatable production.

Energy Storage & Batteries
Specialty chemical manufacturing for batteries, fuel cells, and grid storage.
Supply Chain Support
Use secure processing capabilities to strengthen supply chains.
Who We Are
Your Custom Chemical Manufacturing Scale-Up Partner
Transforming Materials that Power Progress
Good ideas shouldn’t stall in the gap between lab success and real-world production. At Current Chemicals, we bridge that gap with the equipment, expertise, and flexibility to help innovators validate and scale materials with reduced risk and capital investment.
Our team works side-by-side with partners to co-create materials and processes that advance our world. With production capabilities ranging from pilot to commercial volumes, you can experiment, iterate, and scale with us.
